| English | 简体中文 | 繁體中文 |


|
如何針對碳纖、玻纖等無捲曲織物作自動懸垂性檢測 |
||||||
|
|
||||||
|
懸垂性檢測:用於技術和無捲曲織物的全自動懸垂性檢測儀
|
||||||
| 摘要 | ||||||
|
標準的和無捲曲的織物在成型和懸垂中的行為表現,對於生產任何非平面的織物增強複合材料部件都至關重要。 一種全新的自動化懸垂性檢測儀,能夠在懸垂和成型期間自動描述懸垂性和缺陷構成。基於圖像分析法,該檢測儀兼具對成型力的檢測以及對諸如隙縫和圈結等小型缺陷的視覺分析。一種可選擇的三角測量感測器能夠檢測到諸如褶皺之類的大型缺陷。
|
||||||
| 背景和目的 | ||||||
|
隨著纖維增強塑膠(簡稱“FRP”)在汽車和航空航太領域應用的日益增加,技術織物被越來越多地用作結構承載部件。因此,為了優化部件性能和生產工藝,此類材料的設計工程師和工藝開發人員就必須瞭解這些織物增強材料的特性。與金屬相比,使用這些增強織物的明顯區別是,必須將織物的懸垂性納入考察範疇。而與此同時,對於支持部件設計、工藝開發和模擬分析非常必要的懸垂性檢測和量化描述方法還沒有被開發出來。在一個聯合研究項目中,用於分析無捲曲玻璃纖維和碳纖維織物(簡稱“NCF”)懸垂性的檢測和分析描述方法被開發出來。
|
||||||
| 預成型和懸垂性 | ||||||
|
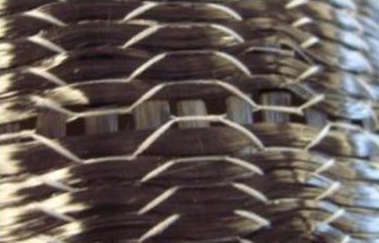
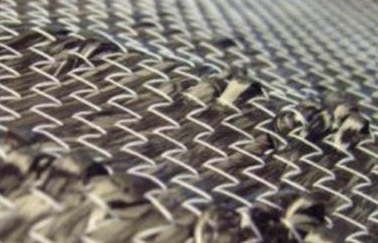
預成型是將平織物轉變成接近最終幾何形狀的成型過程,即形狀的形成過程並因此而成為最具增值意義的工藝步驟。織物結構的懸垂性是設計和生產纖維增強塑膠的一個決定性因素,並因此而在複合材料部件的生產過程中起著關鍵作用。就織物增強結構而言,懸垂性描述了織物在由初始的平面狀態變成一種三維形狀的成型過程中的形態,而目前這種預成型大多數仍為手工操作。為了更好地瞭解懸垂性,可以採用一種自動控制的懸垂性檢測儀,它可以被用於複雜拓撲結構的自動化預成型工藝中,相比之下,目前自動化的預成型工藝在簡單結構中的應用還很有限。 特別是具有多重曲面的非歐幾裏德表面,存在不同的懸垂效應和懸垂形態。剪切會引起纖維失向,這會導致最終部件局部剛性的取向嚴重偏離於原始設計,基體材料因此而裸露出來,從而增大了這些區域的壓力,使得部件產生不可接受的高拉伸力,最終引起部件的過早破壞。 對於編織織物,剪切行為是最重要的懸垂模式。對於無捲曲織物,纖維錯位是重要的懸垂模式,此時將在粗紗之間出現隙縫,導致在浸潤過程中樹脂富集於這些懸垂缺陷區域,這些樹脂富集區便成為斷裂的起點。
|
||||||
|
||||||
| 懸垂性檢測 | ||||||
|
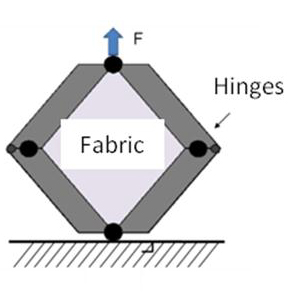
像框測試法是最為熟知的檢測織物剪切性的方法。對於編織織物,它可用於檢測臨界剪切角度,該角度描述了織物起皺的起點。然而,它不能被用於檢測無捲曲織物。而且由於像框是非標準的,且每個像框測試裝置都是由研究機構或公司自行開發的獨特裝置,從而導致不同的測試裝置之間沒有可比性。而在測試裝置中的細小變化,都會引起檢測力發生實質性的改變。因此,懸垂效應的程度和強度只能得到定性檢測。其他傳統的力學性能測試,如摩擦測試和抗彎剛度測試以及其他更多的力學性能測試,都只能提供有關織物懸垂性的間接資訊。
|
||||||
|
||||||
| 在一個研究項目框架下開發的一種懸垂性檢測儀 | ||||||
|
在一個由公共基金支持的研究專案中,這種全新的懸垂性檢測儀被工業和研究領域的合作夥伴們聯合開發而出。該裝置採用視覺系統,可實現對諸如空隙、凸環、起褶和纖維錯位等懸垂效應的檢測。這使懸垂效應可以得到量化,並因此可將半解析法及數值法用於懸垂性檢測中。 為了從所有的相關用戶和研究者那裏獲得輸入資料,一個擁有多領域必要知識的研究聯盟應運而生。 這些合作夥伴(按字母順序排列)及他們各自的專業領域是: 1.Faserinstitut Bremen e.V (纖維)公司(位於德國Bremen):從事預成型和視覺分析的研究機構; 2.Haindl Kunststoffverarbeitung公司(位於德國Bremen):CFRP部件的生產企業; 3.亞琛工業大學織物技術學院(簡稱“ITA”)(位於德國亞琛):織物檢測技術的研究機構; 4.J. Schilgen公司(位於德國Emsdetten):編織織物生產商; 5.SAERTEX公司(位於德國Saerbeck):無捲曲織物生產商; 6.Textechno H. Stein公司(位於德國Moenchengladbach):檢測設備製造商。 由這些合作夥伴共同開發的該檢測儀對多種不同類型的織物進行了檢測,並得到了傳統測試方法的驗證,目前已進入批量生產。 借助於數位圖像分析,該檢測儀可同時實現對一個參照物上的織物進行多軸測試,以及對幾種懸垂效應的定量檢測。以前的檢測儀也採用這種參照物檢測方法,並可測得必要的力,但懸垂性的檢測結果和資料通信能力卻不充分。 利用該新的檢測儀,多種類型的技術織物可被懸垂在一般參照物上。作為一種標準配置,使用了一個球面拱頂。這符合雙重曲面形狀在懸垂過程中產生的多軸應力。在懸垂期間,必要的力被記錄下來,由此而導致的懸垂效應則被一個數碼相機所捕獲。該數位圖像分析系統能夠探測到如下懸垂效應:粗紗間的縫隙、纖維錯位、圈結、和起褶皺。 該圖像分析系統和鐳射三角測量掃描器使得將出現的懸垂效應轉變成實際的數字成為可能。歸因於對檢測結果的快速、自動計算能力,該檢測機很好地適應了統計法。通過使用不同的參照物,即可得到針對不同形狀的檢測結果。
|
||||||
| 檢測儀的技術實現 | ||||||
|
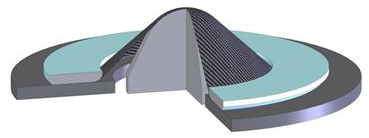
該檢測儀是基於SAERTEX的一個想法及其早期生產的原形產品。作為一種標準的懸垂過程模擬方法,借助於一個電動機驅動的擁有球型頂部的半球狀物體,一個用於測試的圓形平面織物試樣在其中央由下開始發生變形。該試樣被一個鎖緊環及一個受控制的氣壓調控的膜系統鎖緊。所有與試樣接觸的表面都塗有低摩擦係數的表面塗層,從而允許可變的壓力覆蓋了廣泛的鎖緊力,而且試樣不會被損壞。為設定測試條件以及採集和儲存資料,該檢測儀可與一台標準Windows® PC機相連。測試條件能夠被儲存到參數設置中,它包含了有關測試、估算和將要生成的協定形式的所有資訊。不同參數設置中的數量是不受限的。 試樣直徑可以在310~330 mm之間發生變化,但一般推薦採用330 mm的直徑,因為採用該直徑的試樣,直到達到大約90 mm的高度,仍能完全處於鎖緊機構中。厚度在8 mm以內的試樣均可由標準鎖緊環鎖緊,而用於更厚試樣的鎖緊環可以訂制。 一個放置於半球物體內部的測力感測器,可測得令試樣變形所需要的力。因為力會有一定程度的鬆弛,因此在每個高度水準上的最大力和平均力都會被儲存起來。 該半球物體變形驅動裝置擁有最大100 mm的高度,如果需要,足以使試樣發生明顯變形。在參數設置中,高度級別可在數十毫米內自由設定。
|
||||||
|
||||||
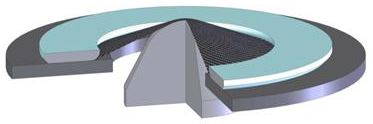
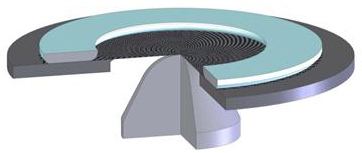
|
圖3 試樣、半球物體和鎖緊環在0 mm、40 mm和80 mm高度水準的佈置原理
|
||||||
|
與SAERTEX最初的原形相比,該新的檢測儀配有額外的視覺檢測系統,用於檢測織物變形過程中出現的缺陷: 一台配有恰當照明系統的高解析度照相機,用於檢測試樣上的細小瑕疵,如空隙和纖維取向的變化。由此獲得的圖片品質必須達到解析單一的纖維。該像場擁有大約30 mm×40 mm的尺寸。為了檢測到最大百分比的表面,可將照相機定位在三個軸上,並且試樣能夠旋轉360°以上。用於檢測的角度範圍以及旋轉拍攝到的圖片數量能夠在參數設置內再次被定義。這些圖片的微小重疊都是被推建的。 因為該相機只能照出試樣的二維圖片,因此額外使用了一台鐳射三角測量感測器,以定義試樣變形前後的表面形態。當鐳射感測器對試樣進行連續掃描時,試樣處於旋轉狀態。由此,該檢測儀能夠檢測出諸如褶皺和層疊等大尺度缺陷。
|
||||||
|
|
||||||
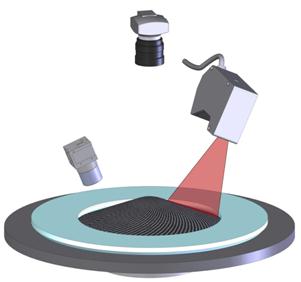
|
圖4 佈置在試樣上方的細節照相機(左)、頂部照相機(上)和鐳射三角測量感測器(右),該試樣處在40 mm的高度水準上
|
||||||
|
第二台中等解析度的照相機(頂部相機)用於拍攝試樣檢測前後的圖片。在此階段所拍攝的圖片,一張是當半球物體仍處在最高位元水準時拍攝的,一張是當半球物體返回到0 mm高度時拍攝的。這允許計算試樣在被懸垂成為一種形狀後,在不同方向的回縮情況。 在該檢測儀上完成一個完整的懸垂性檢測包括以下步驟: 1.取下鎖緊環。 2.放上圓形試樣。為便於對試樣進行恰當定位,鐳射三角測量感測器的光線從試樣上方投影下來。 4.放上鎖緊環,閉合鎖緊旋鈕。 5.按下綠色控制按鈕,以設定鎖緊力並開始檢測。 6.檢測儀開始運行,並按程式的設定要求,拍攝試樣旋轉中的細節圖片。當拍好所有的細節圖片後,再次旋轉試樣,並採用三角測量感測器對其表面進行掃描。對於程式設定好的其他所有高度等級,重複步驟6。當針對所有高度等級的檢測全部完成後,該檢測儀會發出信號。 7.取下鎖緊環。 8.按下綠色控制按鈕,拍攝第二張俯視圖。驅動半球物體下降,拍攝最後一張俯視圖。 9.取出樣品。
|
||||||
|
針對一個試樣所做的包含了多個高度等級的典型檢測過程需要花費5~15
min的時間。
|
||||||
|
|
||||||
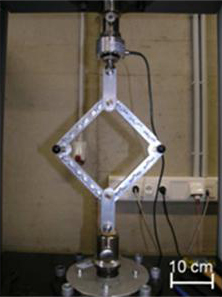
|
圖5 檢測儀的實現。該檢測儀在檢測過程中,所有的關聯操作都由檢測儀上的控制鍵進行控制
|
||||||
| 檢測結果 | ||||||
|
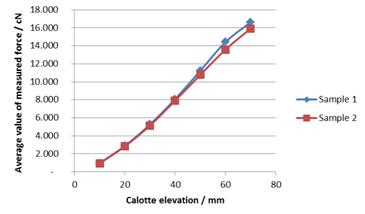
由該基礎儀獲得的首個結果是由半球物體內部的測力感測器測得的力,它包括試樣變形所需要的力以及將試樣從鎖緊環下拉出所需要的力。在不同的壓力水準下測得的力隨高度變化的曲線如圖6所示,它允許對變形性和摩擦性進行區分。
|
||||||
|
|
||||||
|
圖6 由測力感測器對兩個相似試樣測得的不同高度等級上的力的平均值。該測量是在高鎖緊壓力下完成的
|
||||||
|
從高解析度細節相機所拍攝的這些圖片中,圖像分析軟體能夠確定出縫隙的寬度、長度和區域,以及纖維錯位角度,所有這些都是高度和相機對準試樣的方向的函數。用於確定這些參數的圖像分析軟體已由該專案的合作夥伴Faserinstitut Bremen (纖維)公司開發而出,而之前沒有商業化的軟體被用於此目的。確定這些參數的運算法則是基於一種纖維取向檢測方法以及依賴於各自參數和所涉及材料的對照檢測方法。 利用鐳射三角測量感測器,可測得褶皺的區域和程度。利用頂部照相機,可測得原始圓形試樣的整體變形情況。依靠這些資料,可以對一種織物的懸垂性作出完整描述。該檢測儀能自動將所測得的縫隙區和纖維錯位角度偏差區歸類成用戶可定義的3個等級,從而可以極快速地獲知由半球物體引發試樣變形而導致的懸垂效應。懸垂效應等級取決於縫隙寬度和纖維錯位角度偏差,這可被定義為“懸垂效應強度”。而懸垂效應程度則是受到諸如縫隙等影響的整個區域,但不取決於獨立的縫隙寬度。為簡便起見,在此只顯示對縫隙和纖維整經的檢測結果。
|
||||||
|
||||||
|
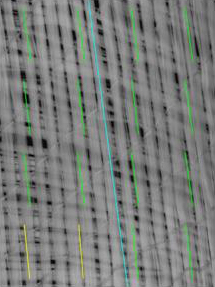
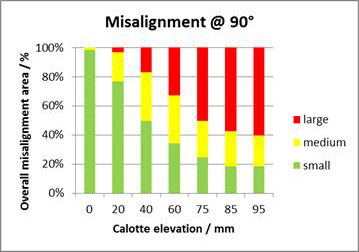
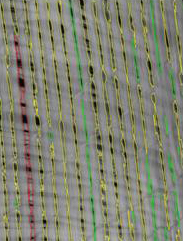
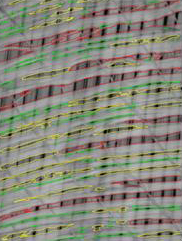
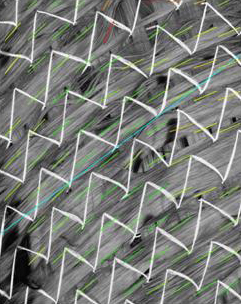
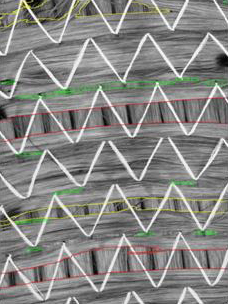
圖7 在95 mm的高度等級所測得的纖維取向結果。左圖是相對於上一層纖維層呈0°方向排列的織物,右圖為相對上一層纖維層呈90°方向排列的織物。其中,紅色表示大角度偏差,黃色為中等角度偏差,綠色表示小角度偏差。與0°方位相比,90°方位上出現了更多的角偏差。這與圖8相符
|
||||||
|
用於檢測的試樣是一種經編針織纏繞的玻璃纖維無捲曲織物。下面的資料是對同樣的檢測重複5次後所得資料的平均值。這些反映纖維角偏差的資料顯示出了90°方位上出現了更大的角偏差,而此處的上層纖維走向則垂直於半球物體的曲度。
|
||||||
|
||||||
|
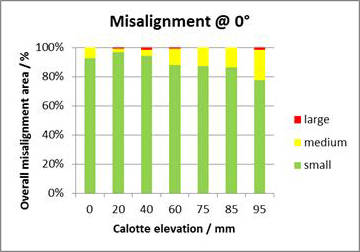
圖8 在多個高度等級下對兩個不同纖維方位所測得的纖維錯位
|
||||||
|
反映空隙寬度分佈的資料甚至更為有趣。已經出現在平面織物樣品上的空隙歸因於緯紗。在0
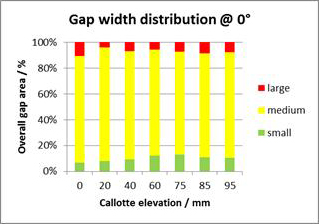
mm高度等級上所測得的0°和90°方位的縫隙寬度分佈是相等的。任何差異只能歸因於製造誤差。當試樣變形時,0°方位上的縫隙慢慢閉合,而90°方位上的縫隙則被展寬。這可以被進一步地追溯為:0°方位上的纖維變直,而90°方位上的纖維分散開,以覆蓋半球表面相對于平表面而增加的面積。
|
||||||
|
||||||
|
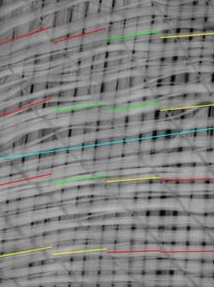
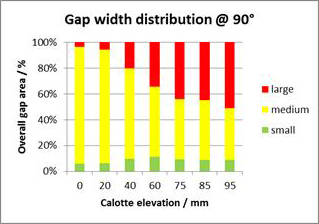
圖9 在95 mm高度等級上檢測到的0°方位和90°方位的縫隙結果。紅色表示寬縫隙,黃色為中等寬度縫隙,綠色為窄縫隙。與0°方位相比,90°方位上出現了更多的寬縫隙,這與圖10相符
|
||||||
|
||||||
|
圖10 在不同方向和各種高度等級上的縫隙寬度分佈
|
||||||
|
雖然因碳纖維的高反射率而使得對碳纖維織物進行圖像分析較為困難,但該檢測儀同樣也可在這些試樣上完美地檢測出縫隙和纖維錯位角度。
|
||||||
|
||||||
|
圖11 對碳纖維無捲曲織物上的纖維錯位角度(左圖)和縫隙進行的分類結果
|
||||||
|
該圖像分析法對編織織物的纖維錯位角度所作的分類,類似於對無捲曲織物的纖維錯位角度所作的分類。對於縫隙分類,它可以檢測出最大的對角線作為縫隙寬度。
|
||||||
|
||||||
|
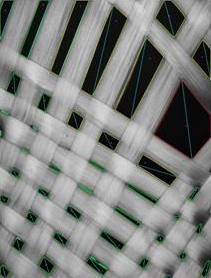
圖12 對玻璃纖維編織織物上的纖維錯位角度(左圖)和縫隙的分類結果
|
||||||
|
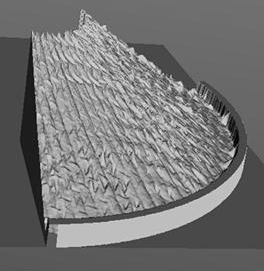
鐳射三角測量感測器傳送資料,這些資料經過濾後,被用於生成試樣的三維模型以及(或者)虛擬的彩色圖像。對給定試樣半徑處的高度所作的統計計算值能夠被用於描述試樣的不平度。
|
||||||
|
||||||
|
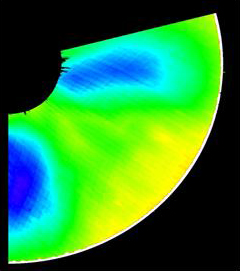
圖13 由鐳射三角測量感測器在碳纖維試樣上獲取的資料所生成的3D模型和虛擬彩色圖像
|
||||||
|
由頂部照相機拍攝的圖片也顯示出了圓形試樣的總體變形情況。這一變形是有誘因的,因為一旦試樣被弄變形,無捲曲織物中不同的纖維排列就會被拉入不同的方向。借助於圖像分析軟體,這種試樣的變形也可得到量化。
|
||||||
|
||||||
|
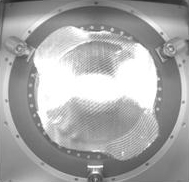
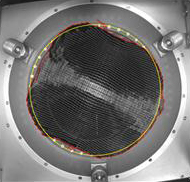
圖14 由頂部相機拍攝的圖片記錄了玻璃纖維(左圖)和碳纖維試樣的變形情況。右圖還顯示出了圖像分析軟體的檢測結果:紅線標示出了試樣輪廓,黃色圓圈則描繪了與試樣面積相同的一個圓
|
||||||
|
結論與展望 |
||||||
|
在設計和生產複合材料部件時,測量並預測增強織物的懸垂性一貫是一個主要的關注點。隨著當前發展趨勢對快速及自動化大批量生產工藝的追求,懸垂性的重要性將進一步得到彰顯。然而,迄今為止還沒有出現得到了商業化應用的懸垂性檢測方法,而這有助於織物或部件設計師瞭解一種織物和部件的形狀是如何相互影響的。 憑藉這款全自動懸垂性檢測儀,德國DRAPETEST Textechno Herbert Stein公司填補了這項技術空白。不同於FAVIMAT+和Textechno品牌出色的全自動單纖維檢測儀,它們已被全球大約30個實驗室用於對碳纖維和玻璃纖維的檢測,該全新的懸垂性檢測儀還處於其應用的起始階段。然而,它卻引起了來自工業領域和研究機構的廣泛興趣,並被納入JEC Asia 2012 創新獎。為了能夠將這些檢測項目用於新的基體材料和織物結構,圖像分析軟體將持續得到改進。同時,不同於半球物體的其他形狀也將得到應用。 對增強織物懸垂行為的瞭解,為部件開發及工藝優化提供了支援。纖維的失向度可被直接輸入到層壓材料的設計中。平面層疊材料的纖維取向可以按一個方向來選擇,但在預成型過程中,這些纖維將依所需方向改變它們的取向,。 縫隙的出現和分佈是影響工藝過程穩定性和可靠性的極重要因素。在預成型過程中形成的縫隙將會影響之後的樹脂浸潤。單是大的縫隙,就會引起樹脂富集區的形成,而這正是部件在使用過程中發生斷裂的源頭。而一個大的小縫隙聚集區,則能夠改變織物的浸潤性並導致浸潤後的部件出現幹區,這是因為樹脂的流動會轉向縫隙高發區。 在此介紹的懸垂性檢測儀能夠對這些懸垂效應作出區分,並在材料選擇和工藝優化階段為工程人員提供指導。 該檢測儀的作用將因用戶服務領域的不同而有所不同: 對於纖維粗紗的生產商而言,通過測試標準織物的懸垂性,有助於他們優化粗紗性能,從而獲得最佳的懸垂性。一般,需要重點改進的特性大多是浸潤性(sizing),但也可能需要對單絲直徑和斷面形狀進行優化。 對於織物生產商,懸垂性檢測有助於他們選擇合適的原材料、織物結構和機器設置,從而獲得最佳的懸垂性。 對於複合材料生產商而言,該檢測儀或者是來自該檢測儀的由其供應商所提供的資料,將有助於他們為某一特定應用而在全球市場選擇最佳織物。 對於從事懸垂性模擬的科研院所,該懸垂性檢測儀能夠在某種程度上從一些測試結果中扣除用於類比的輸入資料。無論何種情況,該檢測儀都能夠作為一個理想工具,以使仿真軟體發揮作用並實現參數設置,即使是該儀器的形狀,也能夠被其軟體所類比。 還在進行的一項工作是,採用一種簡單的但精確且再現性好的方法,將該檢測儀測得的大量資料減少為能夠準確描述懸垂性的少量資料。在此方面,Faserinstitut Bremen (纖維)公司正在採用一種好方法。 總之,一種標準的檢測方法以及可生成此類資料的設備的出現,將有助於在研究員、設計師和製造商之間簡化資料通信,從而有望使懸垂性檢測在國際上達到協調一致。 |
||||||
|
|
||||||



| 主要代理品牌 | |||
|
| 聯繫我們 | ||||||
|
||||||